

By: Masayuki Fujita and George Okada
It is well known that Carbon Fiber-Reinforced Plastic (CFRP) has attractive features like high-durability, high-strength and light-weight. These features have been stimulating the CFRP to be applied for a wide variety of applications. For example, by using the CFRP as a body material of aircrafts and automobiles, higher fuel efficiency and hence lower carbon emissions in transportations has been realized. Also, in sports and recreation, items such as fishing rods, golf club shafts and tennis rackets heavily incorporate CFRP.
There are two types of carbon fibers (CFs), PAN-type and Pitch-type (http://www.carbonfiber.gr.jp/english/ material/type.html). The PAN-type CF, which is almost amorphous carbon, has high tensile strength and high elastic modulus and is commonly applied for structural material composites. On the other hand, the Pitch-type CF, which is almost graphite, has ultra-high elastic modulus and is adopted in high stiffness components such as robot arms to handle large glass panels. Anisotropic Pitch-type CF has very high thermal conductivity (200-800W/mK), which is comparable to or higher than copper. Furthermore, the coefficient of thermal expansion of the Pitch-type CFRP is extremely low (-1.3×10-6℃), which is advantageous to dimensional stability in high temperature environments.
So far, applications of CFRP have been generally focused on reducing the weight of structural components. Considering the excellent properties of carbon fibers mentioned above, however, the Pitch-type CFRP has the potential to replace metals and would be useful for innovative devices in electronics industries.
Figure 1
Institute for Laser Technology (ILT, Osaka, Japan) have been investigating material processing of CFRP with ultra-short pulse lasers in order to control mechanical and thermal damage. In order to look for new applications apart from the structural material, ILT focuses its attention on micromachining of sub-mm thick CFRP. The ultra-short laser pulses are advantageous for micromachining thin composite material because of the precise cutting quality with negligible HAZ. It should be noted that CFRP cannot be processed by photolithography and chemical etching.
Spectronix Corporation (Osaka, Japan) has been developing a new UV-ps laser (wavelength of 266nm with pulsewidth of 35ps), which is the world’s first gain-switched high power laser designed for industrial uses. Laser power of 3W (max. 5W) is available at repetition rate of 100kHz. The ultra-short UV radiation is suitable for micromachining of various industrial materials such as SiC/GaN, CFRP/GFRP, glasses, ceramics, and so on. The commercial product shown in Figure 1, will be available in the market from early 2015.
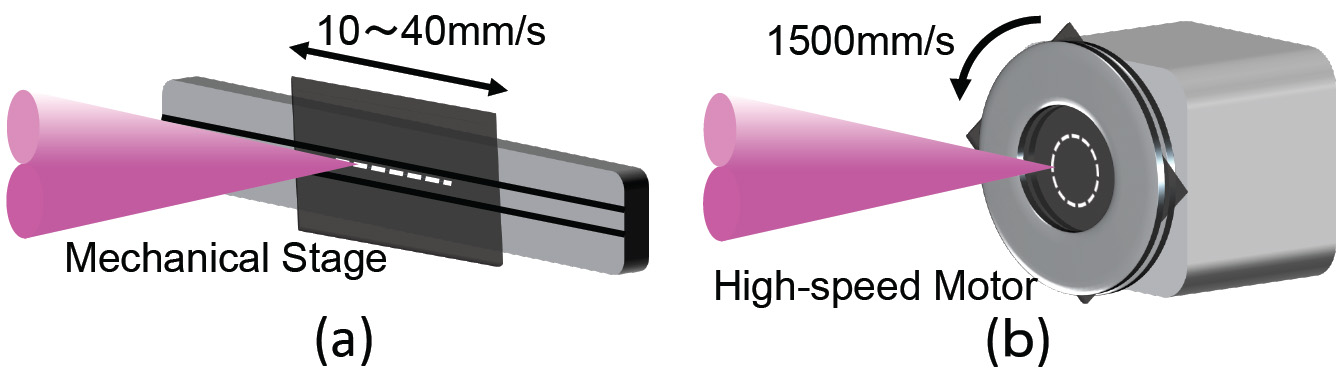
Figure 2
The prototype model of the UV-ps laser was tested to cut CFRP samples (250μm-thick uni-directional PAN- and Pitch-based CFRPs). As shown in Figure 2, the CFRP samples were mounted on (a) a mechanical stage in slow scanning mode or (b) a high-speed motor in fast scanning mode. The scanning speeds of the laser beam were 40mm/s in the slow mode and 1500mm/s in the fast mode.
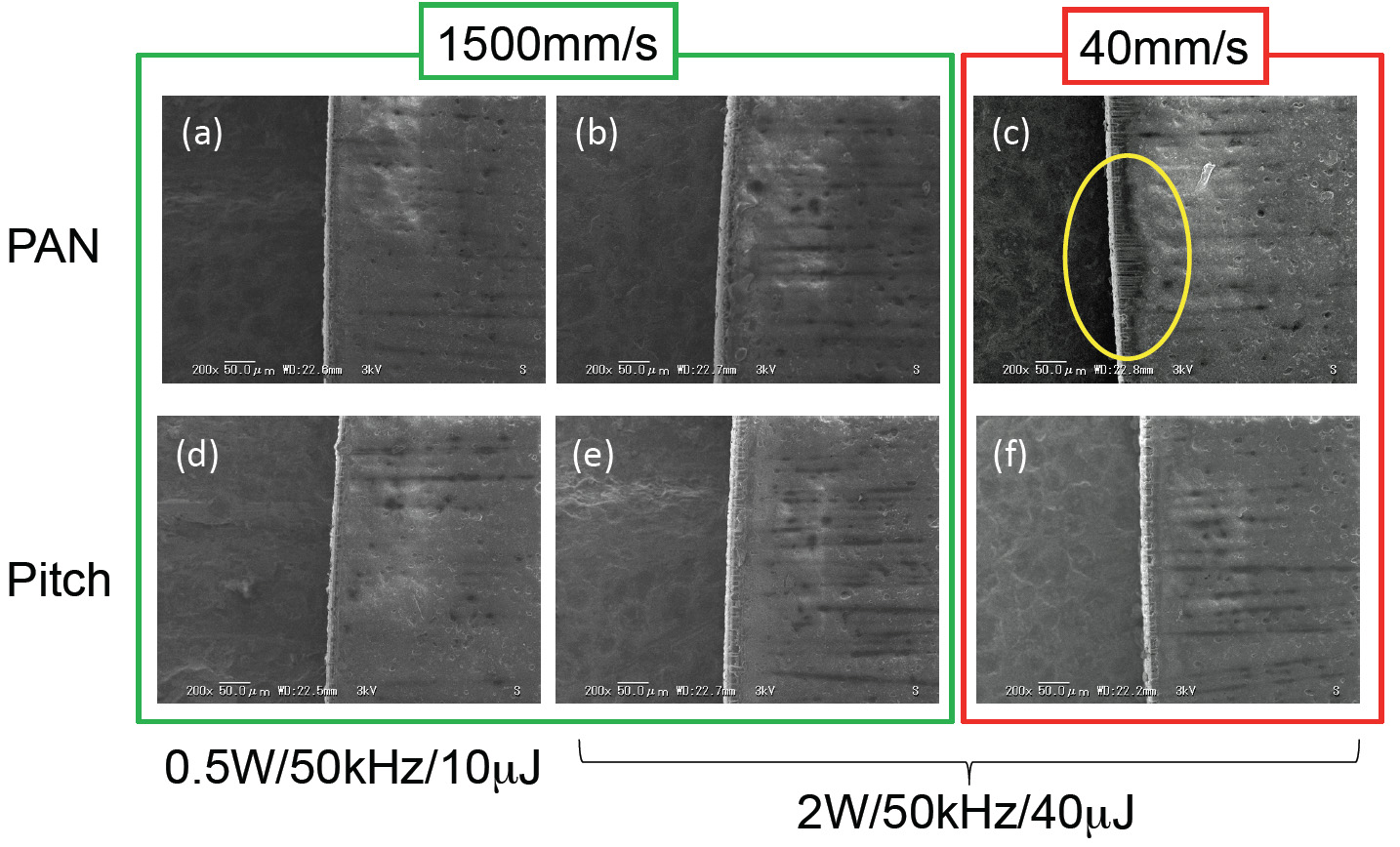
Figure 3
Figure 3 shows a comparison of SEM images of PAN- and Pitch-based CFRP samples cut by the UV-ps laser. The experimental conditions were 0.5W/50kHz for (a) and (d), 2W/50kHz for (b) and (e) in 1500mm/s, and 2W/50kHz for (c) and (f) in 40mm/s. The SEM images were taken at positions where the cutting direction was perpendicular to the fiber orientation.
The SEM images of (a), (b), (d) and (e) in Figure 3 show high quality cutting without HAZ in spite of the pulse energies for (b) and (e) being 4-times higher than that for (a) and (d). In case of the fast mode, where the scanning speed was 1500mm/s, PAN-based and Pitch-based CFRPs did not show significant differences. On the contrary, comparing (b) and (c) in Figure 3, PAN-based CFRP processed in the slow mode suffered thermal damage, where a part of polymer was evaporated and CFs were exposed, in spite of the laser irradiation conditions being the same for (b) and (c). Pitch-based CFRP seemed to be intact even in the slow mode, where the scanning speed was 40mm/s. This is due to the higher thermal conductivity of Pitch-type CFs. It is noted that the total energy to cut though the sample was about three-times larger for the Pitch-based CFRPs than that for the PAN-based CFRPs, also due to the higher thermal conductivity of Pitch-type CFs.

Figure 4
In order to further investigate the pulsewidth dependences in micromachining of CFRPs, ILT also tested 100fs and 200ps pulses. Laser power, wavelength and repetition rate were 0.2W, 800nm and 1kHz, respectively. Figure 4 shows comparison of SEM images of PAN- and Pitch-based CFRP samples cut by the ultra-short laser pulses. Figure 4 (a) and (c), and (b) and (d) are the results with 100fs and 200ps laser pulses, respectively. With 100fs laser pulses, negligible HAZ could be seen even in the slow mode for both types of CFRP. On the contrary, with 200ps in the fast mode, significant HAZ was observed.
In conclusion, shorter wavelength and shorter pulsewidth are preferable for high quality machining of CFRPs. Also scanning speed is important in order to avoid heat accumulation and hence to reduce HAZ. Furthermore, types of CF, PAN or Pitch, should be considered to obtain the best results for applications. Micromachining of thin CFRP with a combination of UV ultra-short pulses and Pitch-type CF would open up a new field of applications.
Dr. Masayuki Fujita is principal researcher of ILT and guest professor of Institute of Laser Engineering of Osaka University. George Okada is the founder and CEO of Spectronix Corporation, which is a company specified in developing industrial lasers for material processing.